| Author |
 Replies: 19 / Views: 4,724 Replies: 19 / Views: 4,724 |
Page 2 of 2
|
|
|
|
Pillar of the Community
Canada
2632 Posts |
Its all a lack of knowledge..For the record this has peeked my interest, the U.S. forum is posting possible DDs daily but not so much here. The whole thing with U.S double die's is they are listed on several sites with the markers plainly photographed but again not so much here. Collectors can open up a couple windows on the computer and hunt DDs all day long there. Do you have a blog site with your unpublished work? You could have the link attached to your forum name and we all could refer to it when need be. Follow your passion and we will follow too, give us info and pics and bring it on. Thanks for bring this DD to my attention I will be watching for it.  |
|
Pillar of the Community
Canada
2519 Posts |
I second pennyman. I don't reply if I think what I write may be wrong, misleading, or adds to the confusion. This one is definitely confusing me. Outward doubling is often Die Deterioration Doubling, but I'm not sure with your coin. |
|
Pillar of the Community
Canada
2784 Posts |
hello numidan. I would like to say to you like your article. I also have a question. why do you say this so I can understand .I believe the unusual expansion rate due to the annealing of the steel rod, used for the working die, is the reason of this type of doubling. does the mint heat this rod for a reason and why thank you just like to know
|
|
Valued Member
 Canada
219 Posts |
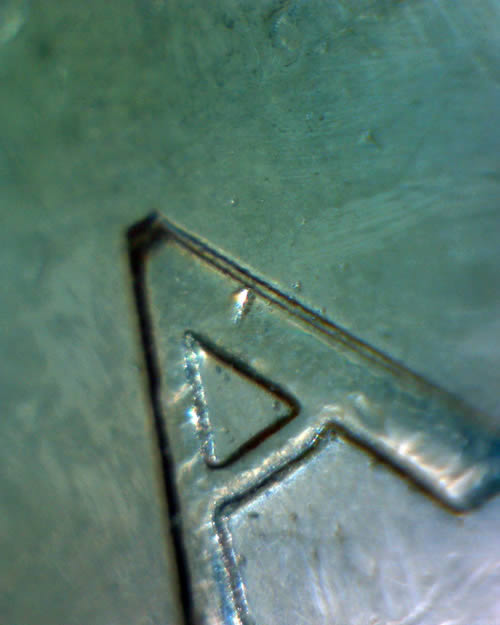
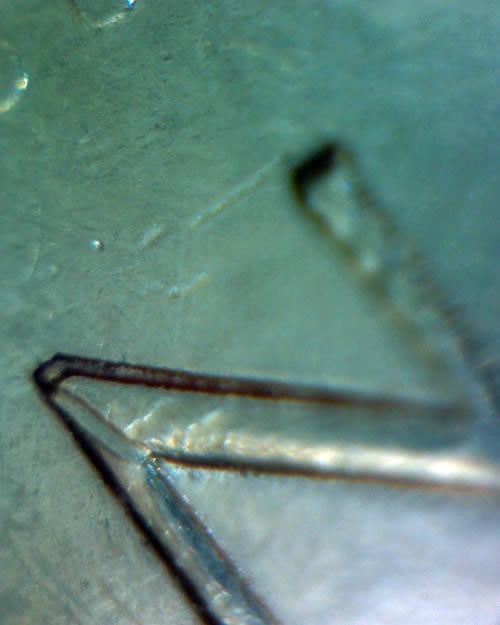
Hi Rocky, This is how I see it. As the press pushes down on the hub into the die blank, normally the metal will flow outward, expanding the die blank outwards (top image step 3). When it completes its run, the die blank has properly expanded and is now a working die. In the case of class 2 doubling, I hypothesize the metal is not flowing outwards properly. This will allow the hub edges to prematurely make contact with the blank (bottom image step 3). As it completes its run, the die blank continues to expand (bottom image step 4). In step 5 is now a working die with class 2 doubling.  Below are the pictures I took with the digital microscope. In the first picture, I compare a normal coin with the doubled coin. You should see that the doubling is outward toward the rim for both the bead and A. Thus, the hub must of made contact before the metal fully expanded. In the second picture, I tried to compare the difference in size of the doubling. The doubling of the bead is a bit longer than the doubling of the A, supporting the fact that it did not fully expand before contact. The last 2 pictures are those that I took to create the montages and for others to experiment.     P.S. At the time, I did not know that there were no annealing in single squeeze process and it was using cold forging. You can only learn by exposing yourself and making mistakes! Edited by numidan
02/22/2015 09:08 am
|
|
Moderator
 Canada
10460 Posts |
You need to account in your model the following:
- the hub produces a matrix (master die) which then in turn, creates the working dies. This is not through a squeeze process, but a punch. That is why you'll never read Haxby writing about hubbing, he refers to such features as punch doubling. Tooling marks and such are usually from touch-ups on the matrix, since the dies are (now) titanium coated (and were chrome plated with older dies).
- the matrix is slightly concave, which results in working dies that are slightly convex, which facilitates the high speed strikes and ejection of the coins.
"Discovery follows discovery, each both raising and answering questions, each ending a long search, and each providing the new instruments for a new search." -- J. Robert OppenheimerContent of this post is licensed under a Creative Commons Attribution-NonCommercial 3.0 Unported License. See: http://creativecommons.org/licenses...0/deed.en_USMy eBay store
|
|
Pillar of the Community
Canada
2784 Posts |
numidan thank you very much very well done and explained. you see. this is like a puzzle . I would like to say to you and Ottawa spp that you are both right. I am amazed at the work all the members do here. to help educate us all . the annealing process is part of the problem and so is the plating . double struck and triple struck is also the other part. and I know what the cause is. I will say 3 things and when I do there is member that are going to know right away. I would like for them to fill in the spaces. if not I will tell you and all the members how come there is Machine Doubling and tripling. it has to do with a term called a cycle and a steel ball baring and a spring. right know a lot of members know why the doubling. for a single push press. if no one comments in 2 days I will explain then you will understand why you and Ottawa spp are both right. I hope someone else that understands the tern answers |
|
Valued Member
301 Posts |
|
|
Moderator
Canada
10460 Posts |
Actually... I got the order mixed up in my post above, and it is slightly more complicated. The processes described here are for Canadian coins:
You can either get a reduction matrix (incused like a die) or a reduction punch (raised features like a coin). That punch is then used to sink a matrix, at which time features are added (last digit of a date for example) - I suspect modern coins are created from a reduction punch and the matrix that results from that is complete, because of computer production. So you get one matrix, per denomination, per year. In turn, each matrix creates multiple punches. Each punch is annealed, and the edges are ground off, and then those punches are used to sink the working dies - it is last stage, that creates doubled dies...
"Discovery follows discovery, each both raising and answering questions, each ending a long search, and each providing the new instruments for a new search." -- J. Robert OppenheimerContent of this post is licensed under a Creative Commons Attribution-NonCommercial 3.0 Unported License. See: http://creativecommons.org/licenses...0/deed.en_USMy eBay store
|
|
Valued Member
Canada
219 Posts |
SPP, thank you for rectifying your original post. Any input is appreciated. I will take the liberty to add to your statement; "it is last stage, that creates a rarer form of doubled dies..." Don't forget the 2006 Canadian nickel where the double die was formed at the production of the master die. Thus, all working dies were doubled dies. Quote:
term called a cycle and a steel ball baring and a spring. Hi rocky, I've googled in hope to find where this is going and found nothing. I am curious and will be waiting for further denouement. Hi abderrahim, glad to see another member has found this coin. Thank you for the pictures. |
|
Pillar of the Community
Canada
2784 Posts |
ok a little back ground.the biggest press I have worked on was and H press 50 tons from 1974 to 2013. hydraulic jacks of 100 tons when you numidam and Ottawa spp . was posting on the other topic posted by castor. pennyman007 hit the press right on he said straight forward but he is very right in his account of pressing. todays hydraulic pumps are either 12 piston or 24 or bigger. these piston drive the hydraulic fluid which pushes the pistons in the coin press. ok so one cycle we will use 12 piston think for one moment a tractor pto turns 540 RPM in a minute so that would mean the pump pushes 6840 time per minute.one cycle is 12on the pump if you reverse the spline the pto turns 1080 turns per minute for a total of 12960 pumps this is todays rotary pumps. on a electric motor it is even faster at idle.so here what ties you and Ottawa spp together if the pressure release value. which is a steel ball bearing and a very expenses steel spring say the fluid had a little used or what ever in one one thousand a coin can get hit 2 - 3 4 times before the value opens and there a many causes plus the mint could set it so it does strike more than once. when you talked about the annealing process. if the blankes are not heated they would shatter apond being struck. the annealing does 2 thing softens the metal plus expands it as well . a railroard track on a hot days grows through the day and shrinks at night. asd do pipe line that's why they have expansion joints. the blanket are not all the same temperature that would be impossible that explains the different field you members talk about. and the diffent oddity on the coin. and imagine the mint has a high tex camera that doesnot allow these coin out.it finds them and recycles them so to find one is great. I have worked with press and jacks all my life.it is what I have done for aliving. I could go on you memebers are great people very smart and I respect you all. I see that collecting is for you as much for me a passion remember we learn every day something new hope I did not bourght you have a great one and keep looking who knows what next great find is out there
|
|
Pillar of the Community
Canada
2784 Posts |
thank you numidam. I want to share with you. I am new to coin collecting. I have collected over the years quit a few coins and just put the stuff away . my father was the collector as well as my son. my father purchased some of his collection from a dealer. I think he is here on this forum. he would show the coins and the receipts. my dad always spoke highly of this dealer. I have my dads collection I bought it plus 2 other collections from other older collectors. I have retired and want to learn as much as I can. I can see I am at the right spot.my career was with working with metals and electric. lots of pressing and hydraulic. so this is a little about me. I hope the members don't mind me asking for help but I have some very nice coins. I need to do some thing with these collections. my father told me always do your homework when it comes to coins thank you.
|
|
Valued Member
Canada
219 Posts |
Thank you Rocky, I am happy to exchange with someone that has experience. What was the maker of the H press? Schuler? I have read that coining presses are usually a knuckle-joint bottom drive press. Was the H press of this kind? Goto pages 75 and 76 of Schuler handbook http://ftp.demec.ufpr.br/disciplina...LER/E-03.PDFAre figures 3.3.2 and 3.3.3 what you were refering to in the above post? |
|
Pillar of the Community
Canada
2784 Posts |
oh thank you numidam . we pressed steel and copper and alumiun , with a 50 ton H press this was not for coins. I have worked with presses in my line of work all my career. the trade I worked in we get extensive training in pressing and hydraulic . the biggest steel object we ever jacked weighed 296 tons . we did that move with a group from Ontario and the united states. our 50ton H presses was for connections. our dies was made in Germany and I have seen them break when that happens they almost explode made of tungen carbide thank you so much
|
|
Valued Member
Canada
219 Posts |
|
|
Pillar of the Community
Canada
2784 Posts |
thank you for sharing. we have used a press similar to this. the press we used was to connect metals lenghts and bend them our dies are 3 inches wide. finish press metal is down to 2 inches. you would not believe what a drop of grease or hydraulic fluid can do to a solid piece of metal. in one of these presses. it will cut ruts deep into the metal like a knife in butter . numidam question I have found a 1976 nickel dollar. missing the island . I read the Canadian coin listing. there is nothing on that coin . but I have found out that the dies used in the earlier year 1968- 1972 with some variations was used to strike those coins. so the year 1976 would line up like 1968 .island -no island -little island . these comments are in the Canadian catalogue . the one I have is dated 2012. do you know if the is a listing for a 1976 nickle dollar with a missing island your help would be appreciated have a great one
|
|
Page 2 of 2
|
Replies: 19 / Views: 4,724 |
Page 2 of 2
|