Sharing a work in progress....
CRITIQUE AND COMMENTS WELCOME! Die Deterioration VS DIE DAMAGE
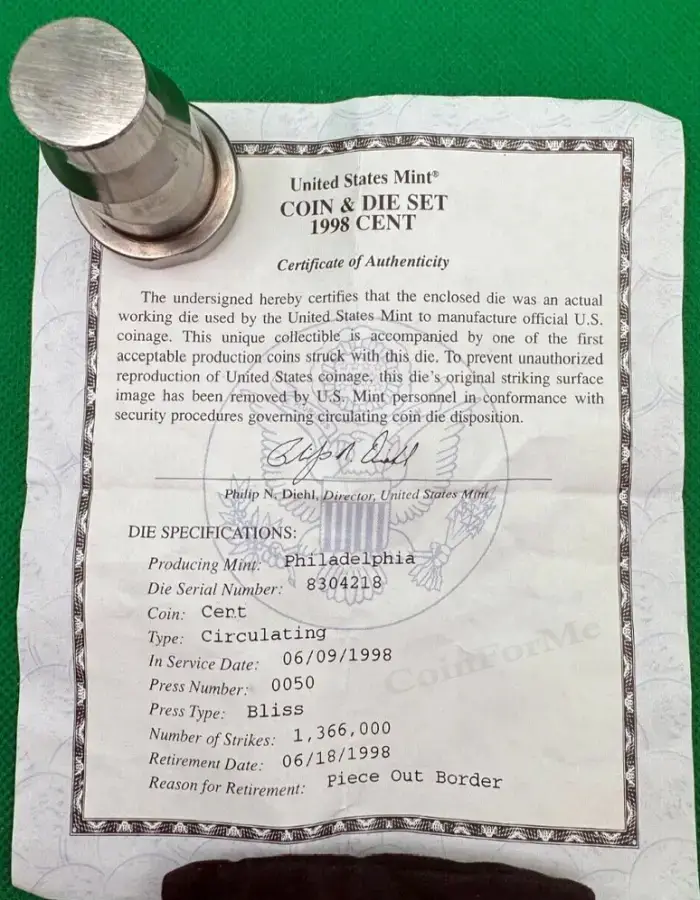
For several years, I have been noticing canceled dies, originally offered by the mint to the public in 1997, that have been presented for sale in the secondary market. These dies are accompanied by Certificates of Authenticity issued by the US Mint containing detailed information about the dies: press types, mint facility, dates of service, press number, number of strikes at retirement and reason for retirement. I have been entering the collected information from these certificates into a spreadsheet and currently have entries from over 100 certificates. The various reasons for die retirement (Piece Out Engraving, Cracked, Clash, Worn, Damaged, Starburst) led me to seek a more adequate understanding of the definitions of
Die Deterioration vs Die Damage.
I have found that a definition of
Die Deterioration that includes ALMOST ANY CAUSE for a worsening condition of the die, if it is involved in the work/use of the die, is decidedly unhelpful. These definitions usually state that any degradation of a die during the process of striking coins is
Die Deterioration, but not HOW OR WHY it happened! It is so general that an unknown number of errors may be attributed to
Die Deterioration! (Would there be any errors from the striking process that are NOT
Die Deterioration with such a broad definition?)
In discussing die degradation/deformation I maintain that there is a difference, during the striking process, between
Die Deterioration and DIE DAMAGE as far as the cause of such die degradation/deformation is concerned.
I am suggesting that a definition which simply terminates with "use and wear" causing
Die Deterioration is incomplete, since it does not reference specific causes, nor does it reference inherent properties of the die steel and/or those properties' effects in influencing and guiding the deterioration.
I think that a targeted definition of
Die Deterioration is far more useful. As I recall how I have used the term in the past, I return to the image I had in my mind (a felled tree trunk in the woods deteriorating away!) of what it means, and so I arrive at the following definition:
Die Deterioration IS AN UNWANTED MODIFICATION OF DIE SURFACE MORPHOLOGY DUE TO INTRINSIC CHARACTERISTICS OF THE DIE STEEL REACTING TO THE PRESSURE AND WEAR OF STRIKING.
These intrinsic characteristics are based on properties of the die steel, such as toughness, strength, shock resistance, hardness, wear resistance, and fatigue strength, among others. These properties influence and guide strain hardening effects, improper annealing effects, flow stress variability, and dislocation slip involvement in plastic deformation, as well as others.
Resulting examples of
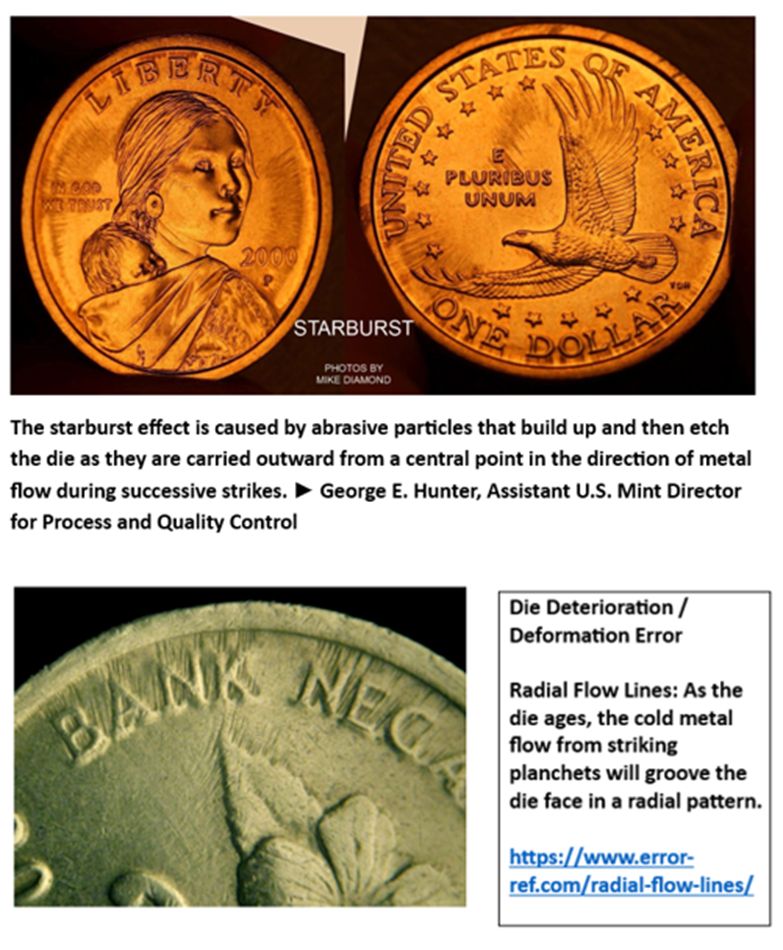
Die Deterioration may be: die cracks, die chips, radial flow,
Die Deterioration Doubling, design berms, and design devouring die wear, among others.
DIE DAMAGE IS AN UNWANTED MODIFICATION, MOSTLY UNDER THE PRESSURE AND WEAR OF STRIKING, OF DIE SURFACE MORPHOLOGY DUE TO CONTACT WITH
AN ANCILLARY COMPONENT OF THE COIN PRESS, (e.g. Feeder Fingers) OR
A BYPRODUCT OF THE PLANCHET FEEDING/STRIKING PROCESS (e.g. metal particles/shavings) OR
A PIECE OF EQUIPMENT CONTACTED DURING HAPHAZARD DIE HANDLING IN THE HUBBING, TOOLING, INSTALLATION PROCESS (e.g. Die Dents) OR
AN OPPOSING DIE FROM A MALFUNCTION IN THE STRIKING PROCESS (e.g. Die Clashes, Ridge Rings)
I recognize that, while this list focuses on the primary source of the die degradation, properties of the die steel are still involved and supportive of the result.
****
DIE STEEL
The Mint uses Steel Alloy 52100 for small diameter Coins and Steel Alloy L6 for quarters and up. These Alloys have been in use since the 1970s and before that the standard W2 or equivalent die steels were used.
Coin dies are higher in the center (a convex die face) and the center of the die is the first area of the die that contacts a planchet, thus forcing metal outwards towards the rim. This movement begins at the molecular level and builds to fill the design recesses on the die. This action is identified as cold metal flow.
Unwanted cold metal flow extends beyond the devices and builds on the molecular movement and gradually becoming visible as the various examples mentioned above. The risk of unwanted cold metal flow is primarily dictated by a material's toughness, machinability, and microstructure. Alloy 52100 steel's high hardness and wear resistance make it more resistant to extraneous cold metal flow than the tougher, more machinable L6 steel. However, in Steel Alloy 52100, poorly managed machining can cause severe localized plastic deformation and surface damage. Steel Alloy L6 has lower wear resistance compared to 52100, and is more susceptible to adhesive wear resulting in microscopic material transfer and tearing of the surfaces.
52100 has higher risks of fracture or chipping compared to L6.
L6 is more susceptible to the formation of radial flow marks and other forms of deterioration mentioned above from die wear.
In both alloys (even more so in 52100 which is also used for bearings), variations in the heat treatment process of the dies that depart from specifications is most likely a primary factor in the onset of unwanted, extraneous, cold metal flow that results in
Die Deterioration. Such variations may significantly alter the final properties of the alloys.
SUMMARY
Both
Die Deterioration and Die Damage happen during the coining process from die preparation through a struck coin. Both involve wear and degradation of the die. The two have different points of origination during the striking process, but for almost all examples the striking chamber is the arena of the point of origin for both.
Die Damage originates from unwanted contact with an element or byproduct of the striking process.
Die Deterioration originates with properties of the die steel.
EXAMPLE
According to the definitions presented, STARBURST is Die Damage and RADIAL FLOW is
Die Deterioration.