Decarburization is a major contributor to die chip and crack formation during coin striking. The process of decarburization severely weakens the surface of the die, making it highly susceptible to the fatigue cracking that leads to chipping and cracking under the repeated, high-stress impacts of the coining press.
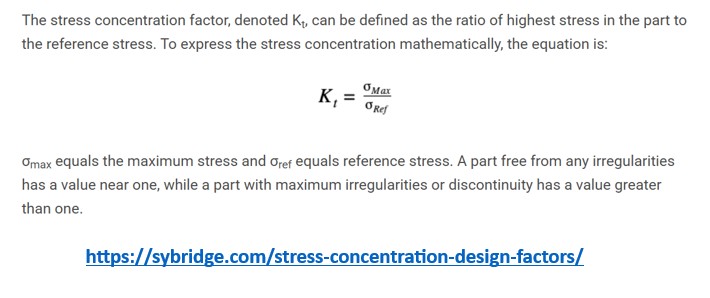
Die Chips and Cracks typically begin in the softer, decarburized surface layer before propagating into the harder core of the steel. The interface between the soft outer layer and the hard inner metal acts as a stress concentration point, which further encourages chip and crack formation.
BACKGROUND:
Decarburization can create distinct zones of varying carbon content and hardness, with a fully decarburized, soft outer layer transitioning to a partially decarburized zone and finally to the hard steel core. This abrupt change in hardness can lead to stress accumulation at the boundaries and serve as a starting point for cracks.
Carbon is used in die steel as a hardener. The Mint uses Steel Alloy 52100 (1% carbon) for dies for small denomination coins and Steel Alloy L6 (0.70% Carbon) for quarter size and up coins.*
Decarburization of the die steel during heat treatment is often connected with unusual or erratic die wear.
Decarburization significantly reduces the hardness, strength, wear resistance, and fatigue life of these steel alloys by lowering the carbon content on its surface. This creates a soft, weakened layer that is more susceptible to wear from striking. The soft, decarburized layer can lead to plastic deformation at the root of a notch without crack initiation, but it also creates internal stresses and potential chip and crack formation during the striking process.
Chromium in a steel alloy increases its corrosion and oxidation resistance, hardens it, and improves its strength, toughness, and wear resistance. Since the Chromium content of Steel Alloy L6 (Chromium 0.70%) is half the Chromium content of Steel Alloy 52100 (Chromium 1.40%), L6 is more highly susceptible to the negative effects of decarburization.
Metallographic analysis, by the Mint, of sections of the dies routinely shows about 25.4µ to 101.6µ depth of decarburized steel at the outer surface of the die. **
FOOTNOTES:
*STEEL ALLOY COMPOSITION:
-- 52100: Carbon 1%, Silicon 0.25%, Manganese 0.30%, Chromium 1.40%, balance Iron.
-- L6: Carbon 0.70%, Manganese 0.60%, Silicon 0.25%, Chromium 0.70%, Nickel 1.40%.
** George E, Hunter, Ph.D. Assistant Director for Technology, Department of the Treasury, US Mint, Letter to Ken Potter, February 26, 1986
ABOUT DIE DEGRADATION:
Although some maintain that, during striking, any degradation of the condition of the die should be labeled
Die Deterioration, I maintain that where the primary source of the die degradation is contact with an element or byproduct of the striking process, the result should be labeled as Die Damage and that where the primary source of the die degradation is the properties and/or composition of the die steel, the result should be labeled as
Die Deterioration.
DIE CHIPS AND CRACKS TODAY
Many collectors today regard most die chips and cracks as being too minor to hold collectible interest, while others maintain growing collections and are willing to pay premiums. In fact, some premiums paid are outrageous enough to expose a collector who is inexperienced and gullible!
We have seen this frenzy before in the 1960s and there were even books and monographs published (The Classification and Value of Errors on the
Lincoln Cent, [The Encyclopedia of Fidology], By Jean Cohen, 1967, 1969, Published by Jean Cohen, Bonita Springs. Fla.; The BIE Handbook by Howard O. Hardy, 1965). THE VALUES EVAPORATED after the excitement left and is likely to evaporate for our time also!
We know that the mint disregards minor errors:
The Mint states, in response to a coin sent to them for examination, that: "Subtle imperfections on circulating quality coins.are inherent in the coin making process. Such slight imperfections do not affect the coin's use in commercial transactions."
"As a note on coin and die inspection, operators at the press use low power magnification (3X to 7X) to inspect coins against a visual standard. Operators focus on problem areas such as crack propagation and areas known to have high wear." (From a 2005 Letter from the Mint to Ken Potter)
We also know that the mint finds more major expressions of errors unacceptable. For example, the mint considers rotated dies unacceptable and a major error, although there is a tolerance of ±6° for business strikes and ±3° for numismatic strikes. We also know that chips and cracks at a certain level are unacceptable since approximately 75% of the dies retired from use in Schuler Presses at the Denver and Philadelphia Mints were because of chips or cracks ("Piece Out Engraving" or "Cracked").
From die life tests run by the mint, we know that dies are not retired simply because there is a small piece out of the die, or even more than one, and that coins exhibiting such are considered acceptable for circulating. Many of these that are "acceptable for circulating" are the coins of interest to many collectors today and are those most likely to see today's values evaporate!
We find numerous sources promoting these "acceptable for circulating" errors by giving them names which gives an aura of legitimacy to the error. Inexperienced and gullible collectors are enticed to pay hefty premiums for this aura of legitimacy!
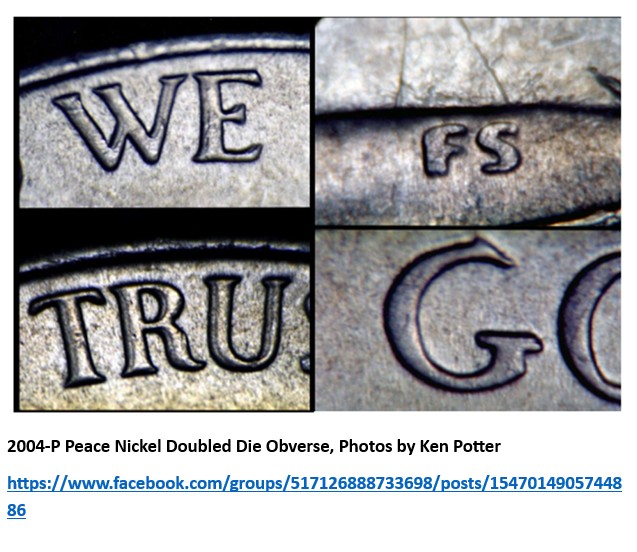
Any discussion of "acceptable for circulating" should at least mention varieties such as Doubled Dies. An added benefit for inclusion in this discussion is the availability of photos of what is acceptable for circulating: