| Author |
 Replies: 90 / Views: 6,086 Replies: 90 / Views: 6,086 |
|
|
|
Pillar of the Community
 3660 Posts |
Okay... Thanks Oz... That I suspect would all be true, (but highly misleading), and that is not the entirety of press set up..... What this refers to is initial set up of a press to strike Morgan dollars. The dies are spaced to stop at predetermined points (giving a predetermined space or void between the two dies at strike).... Pressure is then adjusted by spring compression to a level that will bring up the devices in a test planchet..... After initial press set up, it is not readjusted on either a daily basis or when dies are replaced... It is set up (pressure wise) and will remain so until a different die design or planchet composition is introduced. Pressure adjustment would be a long, drawn out process, performed by maintenance folks (not press operators) for long term reasons such as hard planchets caused by lack of sufficient annealing capabilities at the New Orleans Mint (for example). Die set up controlled the spacing between the dies (based on planchet and desired coin thicknesses)....Pressure controlled the depth of die penetration into the planchet (based on planchet composition and hardness)..... Once initially set up, pressure was no longer a relevant issue in the striking of the coins..... The only thing that mattered was the spacing of the dies, and this was done either daily or whenever a die was replaced (whichever came sooner). 120 tons of unrestrained pressure (without proper die spacing) would result in a paper thin coin, completely obliterated dies, collar and and various press components simultaneously. Liken the concept to a pair of adjustable pliers or vise grips... Your hand will exert a certain amount of pressure on the handles, but you might first think about adjusting the jaws to close at a specific gap between them to prevent crushing the item that you are applying this jaw pressure to..... the pressure exerted by your hand has not changed, but the gap between those jaws now is the only relevant controlling factor. edited for spelling ( is rather than in) Edited by zeewool
01/02/2011 2:28 pm
|
|
Pillar of the Community
United States
3076 Posts |
This is why I was wondering if measuring thickness could lead to any evidence or understanding for weakly struck coins as well as cracked die's. just a thought..
|
|
Pillar of the Community
3660 Posts |
The definitive answer is no Gene..... Let me try to use different words about this.... If the dies are gapped so that the planchet is not even touched by the upper die, it does not matter if you have 120 tons of pressure or 500 tons of pressure.....the dies will not touch the planchet.
Consider this now....If the dies are gapped properly and the planchet hardness is correctly assessed, pressure will determine the depth of die travel into the planchet..... 50 tons might not be sufficient to bring up the design...... but 120 tons will bring up the design just fine...... tighten the springs to 200 tons, and the result will look just like it did at 120 tons, (because the preset die gap prevents the dies from closing any further).... thus the additional 80 tons is a moot issue, other than applying unnecessary stress on the press itself (overkill).
|
|
Pillar of the Community
United States
3076 Posts |
AHH I understand now, as the gap is already predetermined despite applied pressure, that makes sense.. Thanks...
|
|
Pillar of the Community
3660 Posts |
Yeah, I think that you've got it buddy.... but just to make sure, figure this out (don't give consideration to the dimensions, they are BIG to show relationships): Say (hypothetically) that you are working at the Philadelphia Mint in early May, 1878... (As a mint employee, you are aware that if pressure is sufficient to bring up the devices properly, the thickness of the coin field will come out to be 1/4")...You have been striking Morgan dollars for a month now, and are setting up a press that has been down for maintenance since 1877.... Say that the planchet is 1/2" thick.... You have properly set the dies to a gap of 1/4" at strike.... And, you do not need or want any more pressure than in necessary to bring up the design in the coin (to alleviate undue stress to the press), so..... You set the pressure to about 50 tons, and strike.....but the design is very weak, and the test coin is thick at 3/8"..... You adjust the pressure up to 100 tons and strike.... the design comes up nicely, but it is not sharp, although the test coin thickness is correct at 1/4".... You increase pressure some more, thinking that this should sharpen the strike..... the thickness is still 1/4", and the sharpness of the strike has not improved.... What is the problem? |
|
Pillar of the Community
United States
5623 Posts |
If I am following this correctly, the gap should be re-adjusted to a closer or tighter gap.......
|
|
Pillar of the Community
3660 Posts |
It probably was not a very good question Mike..  .. (a bit tricky). Sharpness of the strike cannot be increased by either pressure or gap adjustments.....  You, (the mint employee) installed worn dies in the press...  |
|
Pillar of the Community
United States
5623 Posts |
The term Nomenclature, has snagged me, very well phrased, my bad for NOT being awake enough to know better.....
|
|
Pillar of the Community
3660 Posts |
Let me ask a few questions (no tricks this time)....because I do not know the answers, but would be very interested in finding out.... What is the difference between Machine Doubling and Strike Doubling? Are there still more different types of doubling other than what is found on the dies themselves? Most importantly, does there seem to be a prevalence to machine/strike doubling in either weakly or strongly struck coins? On coins of certain years or mints? Does there seem to be a connection anywhere? Hopefully someone will have an answer or two, since I think that all of you are fairly experienced at studying these coins. I have also heard of a thing called 'ejection doubling'.... what is that? Is it predominantly only on the reverse or can it be on the obverse as well? Edited by zeewool
01/02/2011 11:14 pm
|
|
Pillar of the Community
United States
5623 Posts |
Zee, did you see "HOME ALONE", the one where Kevin gets left home and while he is still sleeping everyone else is out at the van, and the neighbors kid came over and while in the van was asking the van driver questions like how fast does this truck go, on a cold day does it run better and just how many people fit in here etc, well you remind me of this very inquisitive person, no dis-respect intended. I will try to answer your 'known to be loaded questions". I admire you for asking and seeking the whys to this part of our hobby, yes "OUR'....  Machine Doubling Machine Doubling, Strike Doubling, Mechanical Doubling are basically the same effects given to a coin during the striking process or immediately after, the big difference between a real doubled die and any of these others are the doubled die shows split serifs, an actual raised secondary numeral, or device. Any of the other terms mentioned give a flat secondary figure look, shelf like is a term used to explain these other than the real dbl'd dies.I also IMO, see this happening on the reverses of the Morgan series more than not.This "residual sight" would usually occur with loose parts associated with the coining press's parts. Ejection dbl'ing is caused by the reverse die rising up to eject the coin and contacting the collar or w/e and in doing so, would leave noticeable marks on the coins reverse.....this opinion given is just that MY opinion..... Edited by Morgans Dad
01/03/2011 12:16 am
|
|
Pillar of the Community
3660 Posts |
Thanks very much Mike.... I appreciate it.... I was really hoping that someone might know and reply.
|
|
Moderator
 United States
23522 Posts |
I'm still stuck on the press. It's been in my mind for a while now. As near as I can tell, it was essentially a (mechanically) simple toggle joint. No springs were involved; no "bending" metal parts. One could make fine adjustments through pushing in more or less wedge ("K" in the diagram below), but it was a direct mechanical linkage developing its' immense force through simple leverage.  You can see in this pic of the rear of the press, the length of the top arm of the toggle - it's the brass colored beam. The flywheel to the left allowed smoother operation at speed, but could also be turned by hand to strike coins individually - such was the enormous mechanical advantage of the toggle:  In the front pic you can see the brass-colored front end of the top arm of the toggle. The darker-colored, sort of triangular piece was the lower half of the toggle which moved straight up and down as the rounded operational end of the top arm moved down through it. The round silver box at the bottom was called (for unknown reasons) the "triangle;" the obverse die was fastened to it.  The upshot? Once you got the gross adjustments out of the way with the length of the fixture which held the obverse die, part "K" was all of your ability to regulate strike. |
|
Pillar of the Community
3660 Posts |
Very good, but not entirely accurate in my opinion... I view the entire vertical assembly as a bar (not unlike a leg) the suspension rods as the femur, the toggle joint itself as the knee, tongue in groove pin assembly as the meniscus, the triangle as the tibia... the joint bends to raise the bar, and straightens to provide the snap or pressure. I have had such miserable luck with getting my points across (even with the simplest of things), that I doubt whatever amount of time I might be inclined to invest in explaining this, that it would be even slightly understood or be of any interest... Since these pictures and diagrams only show the big stuff, let me say that there is a whole lot more to the press than just that... there are more little guts not shown here... so I will give this a one time shot, a very broad and basic shot.... 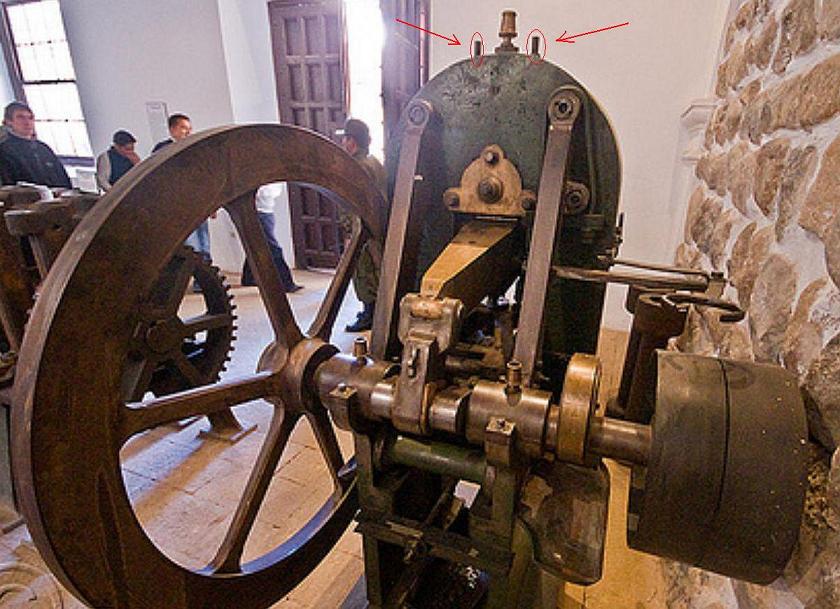 Those things sticking up out of the top of the press are suspension rods... The bottoms of these rods are connected directly to the top of the toggle joint. The part of those rods that are sticking up out of the top of the press are threaded.... the threads serve the purpose of holding two nuts on each rod... (why two nuts)? The bottom nut is used to raise or lower the rod as the nut is turned... the top nut is used to lock the rod in the desired vertical height position as determined by the lower nut.... ( why raise and lower these rods)? The rods (near the top of the press, just under the outer case), are encircled by very heavy duty springs.... The purpose of the springs ( in addition to shock absorbsion) is to increase or decrease pressure on the toggle joint as it snaps out of the bend... There are other things (not shown) that facilitate spring compression)....To a certain extent, it will also adjust downward travel of the entire bar. The wedge is a single block of metal connected to the press (for stability) by three bolts, one each from above, fore and aft... its purpose is to prevent vibration and radical movement of the toggle joint by stabilizing the suspension bars as they are moved vertically by the toggle joint .... it is positioned between the two suspension bars that hold the joint...it sustains probably more wear than any other part on the press... easy access is attained for wedge replacement through removal of cover plates both fore and aft and the long bolt between the two rods from the top..... Liken the wedge to the brushes on an electric motor... when they wear or break, things can quickly get rather erratic. Imagine the press without the wedge..... collar clashes would be the norm, as the toggle joint would be flopping all around like a fish out of water.... A worn wedge will allow vibration and cause stuff like... (oh, I don't know)........strike doubling, perhaps? That is the only fashion in which I might consider that the wedge controlled the strike..... more accurately, though, the wedge controlled the image transfer (impression) from die to coin, not the actual strike. What is this 'Longacre doubling' that I asked about on the classic coin variety & error forum (but got no answer)? Is there a good picture of it anywhere? Where is this particular press located ? Edited by zeewool
01/03/2011 11:30 pm
|
|
Moderator
United States
23522 Posts |
Thanks, zeewool. Let me do some thinking about your input; nothing in the written description I read of the operation of this press mentioned springs, but they make sense in the scheme of things. They also introduce a variable which could help explain the frequency, or lack thereof, of Mechanical Doubling. Longacre doubling is a misnomer, a form of die-wear doubling looking like an outline around the device, usually letters. |
|
Pillar of the Community
3660 Posts |
It is my belief that the wedge would be more likely associated with Mechanical Doubling.... Spring compression is your pressure adjustment.... that is why I say that maintenance personnel performed this duty, not the press operator....his/her job would have been to keep the coin tube from running dry, and step on that clutch and scream when there was a problem. I am dying to see an example of the Longacre thing as even your explanation in counter-intuitive to me..... the letters are normally peripheral devices...(on a convex die)? Logic tells me that the main devices would wear at an increased rate. Do you have a picture of Longacre doubling Gene? Edited by zeewool
01/03/2011 10:43 pm
|
| |
Replies: 90 / Views: 6,086 |




















